")









Производство и установка снижающих нагрузку деталей и конструкций. Дуго-контактная, ударная, термитная сварка. Источники питания У1151, У1152. Производство и установка деталей и конструкций, снижающих нагрузку

Приварка шпилек относится к способам сварки плавлением, который заключается в быстром (около 1 секунды) соединении болтов, штифтов, стержней и т.п. диаметром 3-25 мм с основным металлом на больших токах от 200 до 2500 А, значение которых выбирается в соответствии с диаметром шпильки.
При осуществлении этого способа шпилька, контактирующaя с основным металлом, поднимается, зажигается дуга, в течение определенного времени пропускается сварочный ток, в результате чего происходит расплавление основного металла и шпильки. После этого шпилька быстро вводится в жидкую ванну на основном металле, придавливается, и одновременно с этим отключается сварочный ток. Расплавленный металл на шпильке и основном металле образуют единую ванну, после затвердевания которой процесс приварки завершается. Получение качественных соединений не вызывает никаких трудностей, причем с высокой воспроизводимостью результатов. Режим приварки в основном зависит от диаметра (площади сечения), то есть чем больше диаметр, тем выше ток и продолжительнее время. Отличительной особенностью приварки шпилек является возможность осуществлять сварку на больших токах в течение короткого периода времени, что напрямую связано с незначительными сварочными деформациями.
Типичные случаи применения
В строительстве (рис. 1,2)
При возведении стальных конструкций и в монолитном строительстве известно применение болтов с головкой. В высотном строительстве составные (железобетонные) конструкции обеспечивают высокую степень заготовительных работ с коротким временем сооружения, низкую высоту конструкций, благодаря выдерживающим высокие нагрузки балкам, хорошую защиту от пожара, благодаря сплошному покрытию балок или бетонных отсеков и позволяют легкий демонтаж. В монолитном строительстве встроенные детали берут на себя задачу распределения высоких нагрузок. Допустимые нагрузки еще больше повышает дополнительное армирование. Кроме того, приваренные шпильки применяются для крепления фасадов, витрин и подвесных потолков. В строительстве используются шпильки с головкой, которые приваривают к арматурным стрежням железобетонных перекрытий. В последнее время в связи с расширением применения стальных конструкций их начали использовать для приварки полов и настилов. Для приварки железобетонных конструкций в современном строительстве также используются шпильки неправильной формы. Шпильки неправильной формы используются и в дорожном строительстве для сооружения разделительных полос, парапетов, расширения дорог и т. д. При строительстве котлов, печей, дымовых труб и т. п. используются шпильки сложной У-образной формы, хотя в основном тут приваривают шпильки стержневого типа.
В мостостроении
При ширине пролетов от 30 до 60 м комбинированное решение часто является самым оптимальным. Экономично в качестве средства соединения приваривать большое количество болтов с головкой. Балка почти не деформируется, кроме того, эту работу могут выполнять квалифицированные рабочие, здесь не нужны аттестованные сварщики.
В машиностроении и аппаратостроении
При изготовлении транспортных средств приваренные шпильки служат для крепления кабелей, гидравлических шлангов, облицовки и изоляционных материалов. На аппаратах давления шпильки часто приваривают для крепления приборов для выравнивания потенциалов или измерения температуры т. к. шпильки не проникают в выдерживающий давление материал. Шпильки являются хорошим потайным средством крепления при переработке тонких листов, при декоративной облицовке, в распределительных шкафах, на фронтальных панелях электроустановок, в аппаратах пищевой промышленности. В тех отраслях, где к надежности швов предъявляются очень жесткие требования (энергетика, сосуды давления и т. п.), используются шпильки с резьбой. Они привариваются к обшивкам, например, тяжелых производственных и электрических машин. В сельском хозяйстве шпильки используются для защиты рабочих поверхностей быстро изнашивающихся частей оборудования и техники, ковшей бульдозеров и др.
В строительстве печей и котлов
В парогенераторах, отопительных котлах и промышленных печах облицовку из огнеупорных материалов, например, керамику, волокнистые маты или жаропрочный бетон часто крепят к стальной конструкции шпильками различной формы, в большинстве случаев из жаропрочных и окалиностойких материалов. При сооружении таких ответственных объектов, как атомные электростанции и терминалы, применяют толстые шпильки более 13 мм в диаметре.
В судостроении
В судостроении важной областью применения шпилек являются крышки люков, изоляция, кабельные полки, устойчивые пандусы, крепление деревянных настилов и приспособления для выравнивания больших секций.
Технологии приварки шпилек
Дуговая приварка с использованием предохранитель¬ных колец
При осуществлении этого способа используются керамические предохранительные кольца. Они необходимы для предупреждения растекания расплавленного металла, формирования жидкой ванны и формирования качественного валика. Приварка длится 0,1-1,5 с, а прочность и надежность швов находятся на уровне максимальных значений. Этим способом можно приваривать шпильки диаметром 8-25 мм, но обычно используются более толстые - 12-25 мм. Больше 50% примеров применения приходится на строительство, мостостроение и дорожные работы.
Дуговая приварка шпилек коротким циклом с использованием газовой защиты
По сравнению с дуговой приваркой с использованием предохранительных колец эта технология отличается низким тепловложением и сведением к минимуму проседаний шва на тонких листах, поэтому ее можно использовать для металлов малой толщины в тех случаях, когда степень деформации имеет важное значение. Время сварки - 0,01 - 0,5 с. Диаметр привариваемых шпилек 6-12 мм. В последнее время этот способ является предметом серьезных исследований и разработок. В основном они направлены на сокращение времени приварки до 0,01-0,1 с и повышение тока, что заключаются в разработке короткоцикловой технологии с низкой погонной энергией. Известно, что чем больше диаметр шпильки, тем объемней будет жидкая ванна, поэтому тут нужно использовать шпильки диаметром до 12 мм максимум, в противном случае обеспечивать стабильную сварку будет невозможно даже при применении газовой защиты. Для приварки к черным металлам и нержавеющей стали применяется газовая смесь 20 % С02 + Аргон. Отсутствие предохранительных колец открывает широкие возможности для автоматизации подачи шпилек, а также расширения областей применения - от строительства до приварки кожухов в тяжелом и электрическом машиностроении.
Дуговая приварка шпилек коротким циклом без газовой защиты.
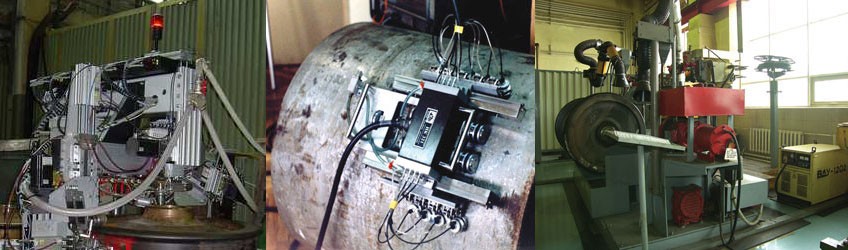
Установки У1151, У1152 (рис.5)
Способ характеризуется несколько худшим внешним видом валиков. Выполняется тонкими шпильками - диаметром менее 10 мм. В ОКТБ ИЭС им. Патона разработаны и изготавливаются установки У1151, У1152 для сварки шпилек диаметром от 6 до 25 мм. Данное оборудование обеспечивает сварку шпилек: в среде защитных газов, под флюсом, с защитными керамическими кольцами, а также без защиты и может применяться для ремонта и изготовления шипованных экранов в стационарных и монтажных условиях. Сварочный пистолет установки позволяет обеспечить различные скорости осадки шипа в сварочную ванну для получения оптимального качества сварки. От одного источника питания можно запитать от 1 до 4 пистолетов. Силу сварочного тока и время горения дуги выбирают в зависимости от рода тока, способа защиты зоны сварки, диаметра шипа, марки стали и положения трубы в пространстве. Кроме поставки оборудования обеспечивается разработка технологии сварки конкретных изделий. Оборудование отличается высокой надежностью, что особенно важно при работе в монтажных условиях.
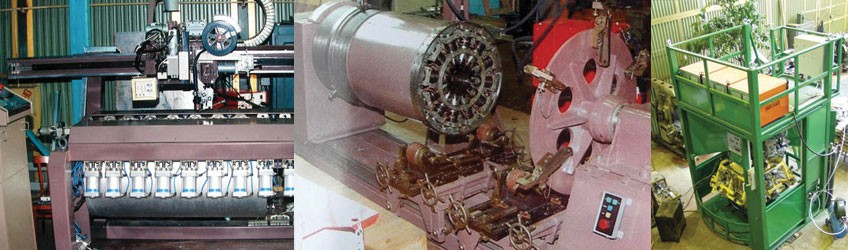
 Современные стале-мосты были бы немыслимы без штыревых упоров. Для больших мостов часто используется несколько сотен тысяч упоров, обеспечивающих долговечное соединение между несущими стальными конструкциями и железобетонными плитами проезжей части. В частности, такую конструкцию имеет Подольско-Воскресенский мостовой переход через р.Днепр. АО «Мостобуд», которое ведет строительство мостового перехода, применяет установки для приварки гибких упоров У1151. Изготовление балок для мостового перехода на заводе «Ленінська кузня» также производится с использованием установок У1151. Наши установки У1152 используются для дуговой приварки экранных шипов при изготовлени и и ремонте шипованных экранов. К экранным трубам тепловой поток передается через футеровку и главным образом через шипы. Соотношение температурных уровней в футеровке и шипах зависит от температуры факела, массы и вязкости жидкого шлака, качества нанесения и материала футеровки, материала, размеров и количества приваренных шипов, их расположения и качества сварных соединений шипов с трубами.
Современные стале-мосты были бы немыслимы без штыревых упоров. Для больших мостов часто используется несколько сотен тысяч упоров, обеспечивающих долговечное соединение между несущими стальными конструкциями и железобетонными плитами проезжей части. В частности, такую конструкцию имеет Подольско-Воскресенский мостовой переход через р.Днепр. АО «Мостобуд», которое ведет строительство мостового перехода, применяет установки для приварки гибких упоров У1151. Изготовление балок для мостового перехода на заводе «Ленінська кузня» также производится с использованием установок У1151. Наши установки У1152 используются для дуговой приварки экранных шипов при изготовлени и и ремонте шипованных экранов. К экранным трубам тепловой поток передается через футеровку и главным образом через шипы. Соотношение температурных уровней в футеровке и шипах зависит от температуры факела, массы и вязкости жидкого шлака, качества нанесения и материала футеровки, материала, размеров и количества приваренных шипов, их расположения и качества сварных соединений шипов с трубами.
Так как шипы, привариваемые к экранным трубам, служат для крепления и охлаждения футеровки, то они в большой степени определяют ее стойкость и надежность работы всего шипованного экрана в целом. Уменьшение расстояния между шипами и увеличение их диаметра должно способствовать лучшему удерживанию набивных масс и более эффективному их охлаждению. Расположение шипов на экранах регламентируется ОСТ 108.130.01-79. Для изготовления ши¬пов применяются стали марки 10, 20 по ГОСТ 1050-74 и сталь 12Х1МФ по ГОСТ 20072-74, а также сихромалевые стали по ГОСТ 5632-61. Длительная и надежная работа шипованного экрана в первую очередь определяется качественным выполнением схемы шипования и сварных соединений шипов. Минимальная длина шипа определяется условиями в цанге шиповочного пистолета. Способ дуговой приварки экранных шипов обеспечивает качество сварных соединений, при котором выдержаны следуюшие условия:
-достаточная механическая прочность сварных соединений, обечивающая их целостность при технологических операциях изготовления шипованного экрана и при длительном действии рабочих температур и коррозионной среды в топочной камере парогенератора;
-надёжный тепловой контакт между шипом и стенкой обеспечивающий прохождение через него требуемого (расчётного) теплового потока;
-отсутствие существенных изменений структуры металла в зонах сплавления и термического влияния, значительно ухудшающих его служебные характеристики.
В период капитального ремонта энергоблока № 4 Трипольской ТЭС была применена установка для приварки шипов У-1152. В настоящий момент на блоке № 4 Трипольской ТЭС установлены панели НРЧ (нижней радиационной части), приварено 1 500 000 шипов. При переходе на эту технологию исчезли проблемы с прожогами труб, получается меньшее коробление трубы после ошиповки, снижается расход защитных газов и сопутствующих материалов (цанги, сопла).
Технические данные установок
| Установка | У1152 | У1151 |
| Напряжение сети, В | 380х50 Гц | 380х50 Гц |
| Напряжение холостого хода, В не более | 85 | 85 |
| ПН, % | До 10 | До 10 |
| Время горения дуги, мс | 100—3000 | 100—3000 |
| Сварочный ток, А | 100—3000 | 300—2500 |
| КПД %, не менее | 83 | 83 |
| Мощность, кВА | 40 | 120 |
| Масса, кг, не более | 300 | 600 |
Электрическая схема установок обеспечивает выбор цикла сварки и плавную регулировку сварочного тока на жестких и падающих характеристиках. Индикация сварочного тока и напряжения на обеих установках – цифровая. Сварочный пистолет имеет электромагнитный привод с пружиной и пневматическим регулятором осадки для обеспечения отрыва шпильки от конструкции, возбуждения дуги, поддержания постоянной высоты отрыва во время горения дуги и осадки в сварочную ванну.
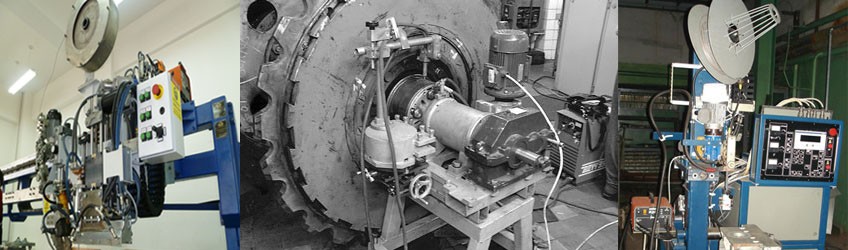
Разработана установка по приварке шпилек к плоским деталям для различных сфер применения. Мы поставляем сварочный пистолет Р-12, Р-24 (Рис.3) с электромагнитным приводом и пневматическим регулятором.
Применение предлагаемой технологии и разработанной на нашем предприятии сварочной оснастки (специальных сварочных пистолетов и др.) позволит существенно увеличить срок действия металлоконструкций в безаварийном режиме и их надёжность, снизить материальные затраты при строительстве и эксплуатации объектов, в т.ч. расход металла, уменьшить себестоимость строительства. Предлагаем Вам выступить в качестве Инвестора строительства Мини-завода по производству крупных металлоконструкций с заданными характеристиками с применением средств автоматизации при приварке шпилек и анкеров.