")









Сварочный Автомат АД381М
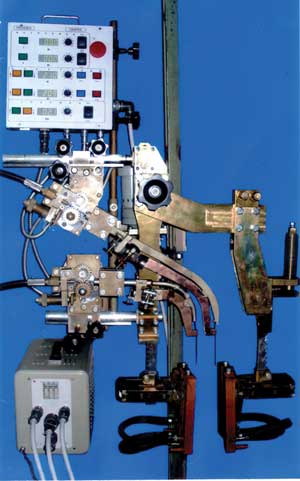
Рис. 1
Специализированный монтажный сварочный аппарат нового поколения АД381М (рис.1) предназначен для электрошлаковой сварки металла толщиной 30—100 мм. Снабжен двумя подающими механизмами для проволок диаметром 2—4 мм с раздельным, независимым регулированием скорости подачи каждой из них.
Аппарат состоит из четырех модулей, быстро монтируемых с помощью ключа-трещетки без дополнительных инструментов, что значительно сокращает подготовительно-заключительное время при выполнении электрошлакового шва. В качестве направляющего рельса используется прокатный стальной уголок сечением 50х50 мм.
Ходовая тележка аппарата, перемещаясь по направляющему рельсу, помимо выполнения сварки может служить ходовым механизмом как для газокислородного резака при подготовке стыков под сварку, так и для устройств, обеспечивающих последующую обработку сварного соединения.

Рис. 2
Аппарат успешно опробован в производственных условиях металлургических предприятий Украины при ремонте и сооружении корпусов доменных печей и корпусов конвертеров.
Сборочно-сварочная технология разработана таким образом, что все вертикальные укрупнительные и монтажные стыки выполняются скоростной электрошлаковой сваркой. Сварка металла толщиной 40-45 мм производится со скоростью порядка 4,0 м/ч, металла толщиной 80—100 мм – 1,5 м/ч. Все это позволяет значительно повысить производительность монтажа конструкций.
Использование способа электрошлаковой сварки, который характеризуется высокой устойчивостью протекания процесса, способствует получению сварных соединений стабильно повторяемого высокого качества. К тому же, отсутствие повышенных требований к подготовке кромок, возможность использования стандартных сварочных материалов, высокая производительность и экономичность делают этот способ сварки наиболее предпочтительным для выполнения протяженных вертикальных стыковых соединений металла толщиной 30—100 мм как на монтаже, так и в стационарных условиях. Например, электрошлаковая сварка одним аппаратом ускоряет процесс выполнения швов на обечайке (Рис.2) доменной печи в 2 раза, а трудоёмкость при этом уменьшается в 8 раз.
Технические данные :
Номинальное напряжение питающей сети трехфазного
переменного тока частотой 50 Гц, В .................. 380
Толщина свариваемого металла, мм ...................30—100
Количество электродов, шт .............................. 1—2
Диаметр электродов, мм ................................... 3—4
Сварочный ток на каждый электрод
при ПВ = 100 %, А, не более ............................1000
Скорость подачи электрода, м/ч ......................20—400
Скорость перемещения автомата, м/ч ...............2—12
Количество формирующих водоохлаждаемых
ползунов, шт ................................................... 2
Масса автомата без флюса, кг, не более ..........46