")









Комплекс средств малой механизации сварочных процессов
Применение комплекса средств малой механизации сварочных процессов позволяет повысить производительность труда и качество сварки во всех пространственных положениях, с применением разнообразных способов защиты. Предлагаемые сварочные автоматы позволяют существенно облегчить труд сварщика, легко встраивается в производственные технологические линии. Сварочный ток 360А, проволока o1,2-1,6 мм.
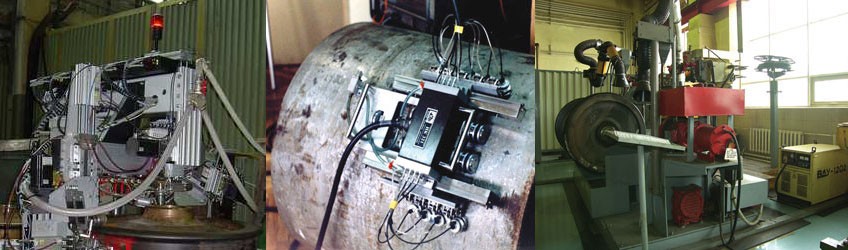
Сварочный автомат А-1698 (Рис.1) предназначен для автоматической электродуговой сварки угловых швов катетом 4-8 мм в нижнем положении в среде углекислого газа, под флюсом, со скоростью 15-40 м/ч и скоростью подачи проволоки 260-630 м/ч. Автомат также используется для полуавтоматической сварки в среде углекислого газа.
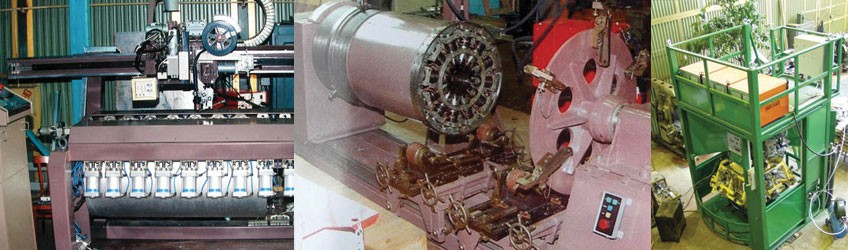
Сварочный автомат АД-106 (Рис.2) предназначен для сварки в углекислом газе тандемом в нижнем положении угловых швов в ячейках днищевых секций корпусных конструкций судов, со скоростью 30 м/ч. Автомат обеспечивает:
- плавно регулируемую подачу электродной проволоки;
- перемещение вдоль шва плавно, со ступенчато регулируемой скоростью;
- управление подачей газа;
- автоматическое выключение при наезде на упор.
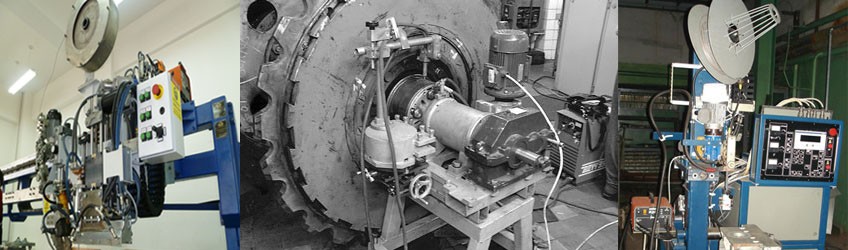
Сварочный автомат А-1711 (Рис.3) предназначен для автоматической электродуговой сварки в нижнем положении в среде углекислого газа одновременно двух угловых швов со скоростью 10-30 м/ч. Автомат перемещается по вертикальной полке изделий таврового сечения, обеспечивает подачу электродных проволок в зону дуги. Автомат питается напряжением сварочной дуги.
Устройство А-1689Р (Рис.4) предназначено для автоматической электродуговой сварки в нижнем и вертикальном положениях в среде углекислого газа угловых и стыковых швов со скоростью 5-35 м/ч. Устройство является переносным приспособлением для перемещения сварочной горелки полуавтомата и позволяет механизировать газоэлектрическую полуавтоматическую сварку.