")



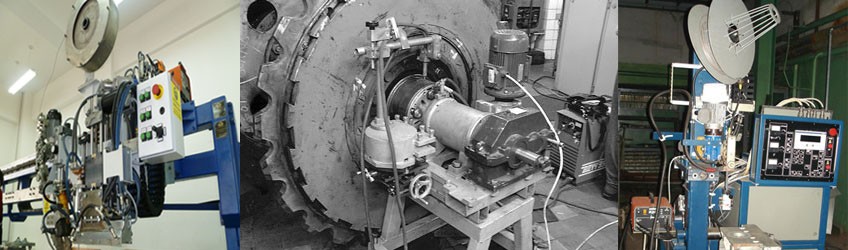






Установка для наплавки корпусов трубопроводной арматуры диаметром 10-60мм УД681

Установка предназначена для автоматической наплавки сплошной или специальной проволокой кольцевых уплотнительных поверхностей внутри корпусов вентилей, клапанов и других узлов энергетической арматуры высоких параметров. Высокое качество наплавки достигается в результате выполнения рабочего цикла наплавки в автоматическом режиме по программам, составленным для каждого типоразмера наплавляемых изделий.
Программируемыми параметрами являются:
- положение горелки по вертикали;
- положение горелки по радиусу наплавки;
- частота вращения корпуса;
- число оборотов изделия;
- подъем горелки за время каждого оборота корпуса;
- сварочный ток при каждом обороте изделия.
Начальное положение электрода задается с использованием шаблона для каждого типоразмера корпусов. Установка комплектуется сменными горелками для наплавки круглых отверстий с разными диаметром и глубиной расположения наплавляемой поверхности.
Технические данные:
Условный проход наплавляемых деталей ………………………… Ду 65 – Ду 150
Температура наплавляемых деталей при ?С, не более ……700
Масса наплавляемых деталей, кг, не более ………………………20 – 150
в среде защитного газа
Сварочный ток, А, не более ………………………....……………………500
Диаметр электродной проволоки, мм, в пределах:
порошковой ……………………………………………………………............. 2,0 – 3,0
сплошной ……………………………………………………………….............. 1,2 – 1,6
Частота вращения наплавляемой детали, об/мин …………..0,3 – 3
Управление процессом наплавки ……………………………………. программное
Загрузка-выгрузка детали ……………………………………………….. вручную
Способ наплавки - плавящимся электродом в среде защитного газа