")









Технология автоматизированной сварки на трассе неповоротных кольцевых стыков труб диаметром 426-1420 мм. Сварочный аппарат АД366Т

Инновационная технология и аппаратура – предназначена для автоматизированной сварки неповоротных кольцевых стыков труб ø426-1420 мм, толщиной стенки 7-26 мм со стандартной заводской V-образной разделкой, порошковой проволокой, с принудительным формированием шва.
Предлагаемая технология используется при строительстве и ремонте магистральных газо- нефте- водо-трубопроводов на трассе, особенно в труднодоступных местах, где невозможно применить подъемно-транспортные средства и в условиях застроенных участков трассы.
Технология позволяет существенно повысить производительность работы за счёт автоматизации процесса сварки, сократить непроизводительные потери, снизить трудоёмкость процесса сварки, улучшить условия труда сварщика, а также получить экономию расходования электроэнергии за счёт оптимизации всего производственного цикла.
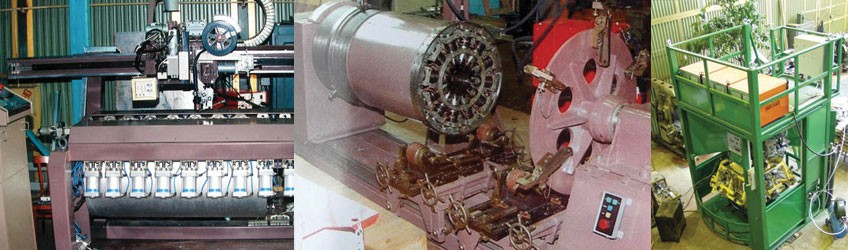
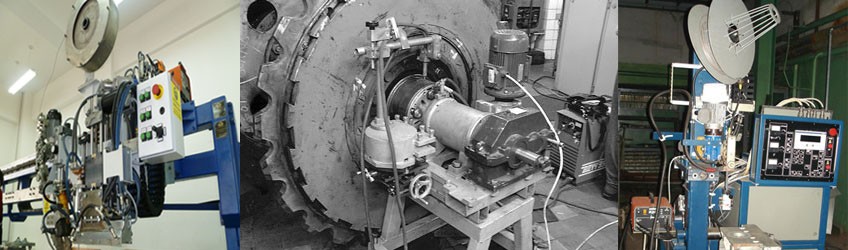
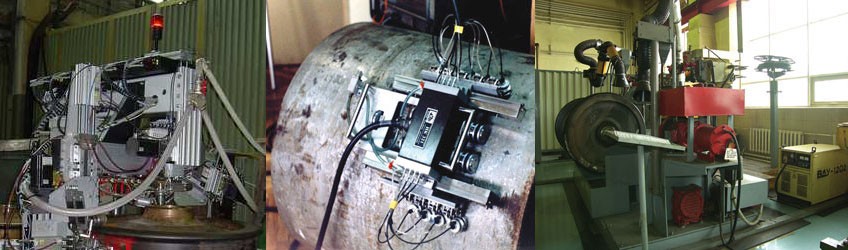
Сварка стыков труб по данной технологии осуществляется путем перемещения сварочных головок по разъёмному моно-рельсу в автоматическом режиме вокруг неподвижной стальной трубы практически любого диаметра (Рис.1). Технология сварки основана на принципе удержания сварочной ванны и формировании каждого из проходов водо-охлаждаемым ползуном – во всех пространственных положениях, что обеспечивает высокую производительность и высокое качество сварного шва, повышает надёжность и позволяет предъявлять меньшие требования к точности подготовки разделки кромок свариваемых труб.
Сварочный автомат АД366Т при использовании двух сварочных головок позволяет сваривать левую и правую части периметра кольца трубы – практически одновременно, снизу-вверх. Такая система построения позволяет почти в 2 раза повысить производительность работы. Автомат позволяет сваривать стыки со значительно меньшим числом проходов по сравнению со сваркой со свободным формированием шва: трубы с толщиной стенки до 9 мм сваривать за 1 проход, трубы со стенкой до 16 мм - за 2 прохода, а трубы со стенкой до 26 мм - за 3 - 4 прохода, со скоростью 150-400 м/ч.

Автомат АД366Т : 1 - автомат левый; 2 - автомат правый; 3 - рельс разъемный; 4 - тележка; 5 - колебатель; 6 - канал направляющий; 7 - корректор; 8 - механизм разворота головки; 9 - блок подачи электрода; 10 - мундшук; 11 - ползун формирующий, водоохлаждаемый.
Корректировка конца электрода поперек
стыка, мм ................................................ ±10
Частота колебаний конца электрода, Гц ..0,5—1,5
Амплитуда колебаний, мм ....................... 0—10
Угол наклона электрода к ползуну, град .5—45
Регулировка электрода по глубине
разделки, мм .......................................... ±7
Время монтажа и опробования установки
на стыке, мин ......................................... 20
Машинное время сварки одного стыка (при
работе 2-х головок одновременно), мин ..20—30
Масса половины направляющего рельса,
кг, не более ......................................... 15
Масса сварочной головки, кг, не более .30